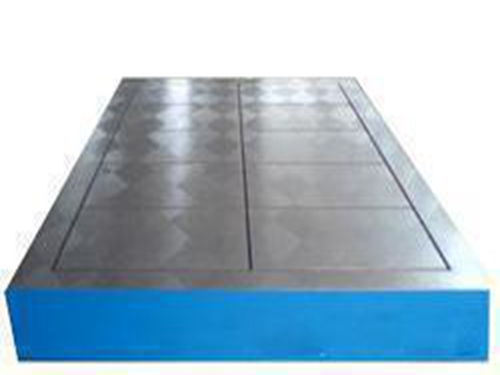
铸铁焊接平台厂家分析大型机床床身铸件填沙工艺和涂装工艺:
大型机床床身铸件浇注系统设计中,对于重量较大、体积较大的铸件可开设两个以上的直浇道,使金属液能快速平稳进入铸型内。不影响大型机床床身铸件机械强度和性能使用的情况下,可适当调整铸件的化学元素成份。
大型机床床身铸件造型时填沙要均匀,对于中大型铸件尤为重要,每层加砂要均匀,防止因砂不均匀,振实时个别部位紧实力不均匀而造成泡沫型变形。大型机床床身铸件浇注后,不要过早的打箱,在箱内应有足够的保温时间,对于中大型铸件尤为重要。
检验模型结构情况,在易变型和开裂的地方,放置拉筋和加强筋板;在不影响铸件几何尺寸和性能要求的情况下,可增大过渡处的圆角尺寸。对于某些细长比例较大的铸件,如机床床身、平板、平台等特别是有导轨的机床件,导轨热节较大,其他部位又较薄,易产生挠度变形,为此应采取反挠度,来抵消铸件凝固时产生的挠度变形。
为了改善涂料的有关性能,在涂料中还需加入少量的下列附加剂。消泡剂:大型机床床身铸件涂料在制备时会卷入空气而产生气泡,另外醇基涂料涂层在点燃干燥时也有产生气泡的倾向。为了防止涂层产生气泡而恶化涂层表面,需在水基涂料中加入0.03%~0.05%(占耐火粉料的质量分数)的正丁醇或正辛醇等,在醇基涂料中加入适量的有机酸盐。
②润湿剂(渗透剂):用以增加水基涂料与铸造件砂型(芯)基体的润湿能力,提高涂料黏附强度和渗透性。阴离子型表面活性剂JFC(脂肪醇聚氧乙烯醚)的润湿效果较好,加入量在o.ioO}<~o.is%c占耐火粉料的质量分数,下同)即可。
③润滑剂:用以改善醇基涂料的涂刷性,以使铸件涂刷轻快、省力。某些有机酸盐和聚合多元醇有较好的润滑效果。
④活化剂:用以提高悬浮剂在醇中的溶胀能力,从而提高醇基涂料的悬浮稳定性。
大型机床床身铸件涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以清除,大型机床床身铸件表面及整体的最后收尾工艺技术要求:
1.经过机械加工后的大型机床床身铸件,涂漆前必须用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确保彻底清除表面的油污和其他污物。
2.大型机床床身铸件涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以清除。
3.底漆刷涂或喷、浸要均匀,底漆在使用前必须充分搅拌均匀,稀释至适当的年度再进行涂抹。
4.填充大型机床床身铸件凹陷的原子灰要按照产品的使用说明加入适量的固化剂,使用前必须充分搅拌均匀。
5.如果使用过氯乙烯填充床身铸件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,每次刮涂必须等上以次刮涂的材料干后再进行。
6.使用过氯乙烯填充大型机床床身铸件凹陷后必须等其干燥后才能进行打磨,每次打磨后均需要彻底清除表面的磨浆和粉尘。
7.大型机床床身铸件采用水磨技术进行打磨,为防止机床铸件经过加工的表面生锈,需要采用防锈水进行打磨。
8.大型机床床身铸件经过打磨后,如果有金属外露现象,需要不刷配套的底漆。
9.在最后一到腻子打磨清理干净后,需要喷涂过氯乙烯第二道底漆,这样可以提高漆膜的平整度,提高漆膜的光泽。